Are you manufacturing details that require a soft-touch surface or a secure handle? Do you need to use multiple resins in one component? Then, plastic overmolding may be just the solution for you!
In this article, we will answer “what is overmolding in injection molding?” in plain terms, its best applications and shortcomings, as well as what to expect from components manufactured that way.
What is Overmolding in Injection Molding?
It is a molding method where one resin is formed over another part, called the substrate. In many projects, the base is a rigid resin made through hard plastic injection molding, while the second layer is a softer rubber-like plastic such as TPE. The goal is to create one integrated component with better grip, sealing or user comfort.
The overmolding injection molding approach is common in tools, medical devices, and electronics because it improves performance while reducing later operations.
Overmolding Examples
Now that we have figured out the backend part, let us move to some real overmolding examples. The technique found its applications in the following scenarios:
- Grip: Overmolding plastic helps improve grip, especially in wet conditions (instrument handles or handheld barcode scanners).
- Vibration dampening: Overmolding creates rubberized mounts and handles in power tools that are often the choice if you are looking to reduce vibration transfer and protect sensitive electronics.
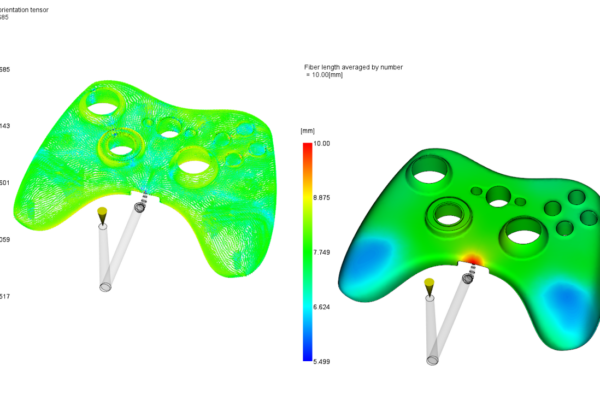
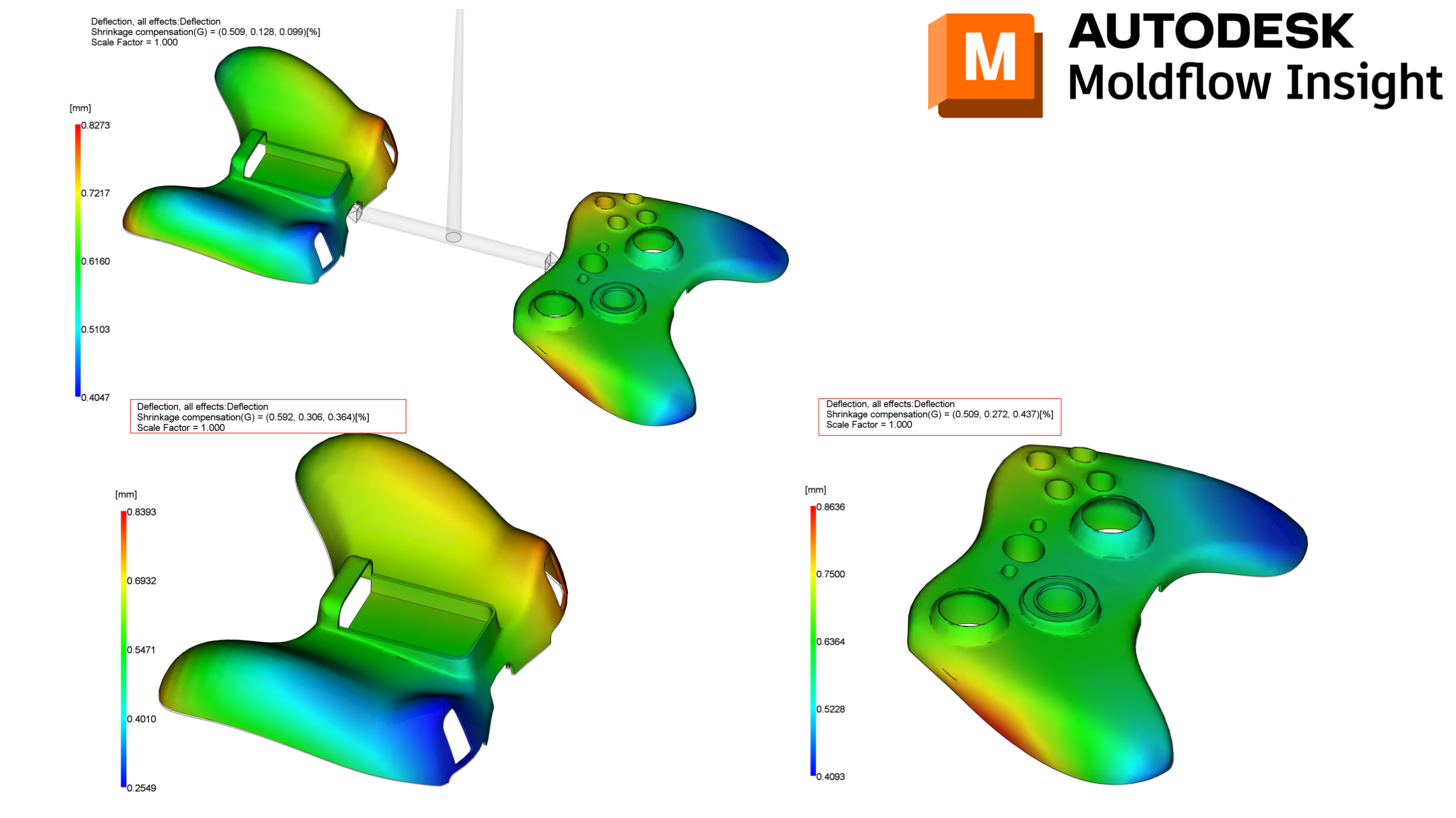
- Comfort: Overmolding creates a softer surface, enhancing ergonomics (game controller shells, wearable device bands, medical device housings, tool grips).
- Sealing: Extra layering boosts the piece’s waterproofness, especially common in waterproof connectors, smartwatch casings, and other components that regularly contact water.
- Sound Absorption: Just like with water, overmolded plastic provides superior sound absorption, which is why it is often used for gear housings, printer components, small fans, etc.

These examples show why plastic overmolding is such a frequent choice for demanding parts. It gives an extra function to the part without detracting from the primary one.
Plastic Overmolding Advantages
Besides boosting the component’s in-action performance, plastic overmolding benefits the production and the entire product’s lifecycle.
Better Product Performance
One of the main reasons companies use overmolding is to get better overall use performance. A rigid substrate provides structure, while a softer outer layer adds comfort, protection, or control.
The outer layer can also protect the inner part from wear, impact, and environmental exposure. That makes the process useful for handheld devices, consumer products, and medical tools.
Increased Shelf Appeal
In crowded markets, appearance is particularly important. Compared to a single-shot item, overmolded plastic parts can blend colors, textures, and finishes in a more sophisticated manner.
Additionally, a transparent TPE layer can draw attention to contact areas, logos, and insignia.
Lower Production Costs
Although tooling can be more specialized, overmolding can lower total production cost by removing extra assembly steps. One integrated part can replace separate seals, bumpers, or handle sleeves.
In many products, this also cuts finishing operations. Over time, that can make custom plastic injection overmolding more economical than building the same function with several separate pieces.
Overmolding Process
The overmolding process is a staged molding method that combines two materials into one functional part. Each step affects adhesion, appearance, and consistency.
- Substrate Creation: The first stage is making the substrate. This is usually a rigid molded base that forms the structural shape of the product.
- Substrate Placement: Once the base part is ready, it is placed into the second mold. This can be done manually or automatically, depending on volume and tool setup.
- Injection of Overmold Material: The second resin is then molded over selected areas of the substrate. This stage creates the soft-touch surface, seal, or vibration control feature. In many cases, TPE is chosen because its properties suit ergonomic design well.
- Bonding and Cooling: As the two resins cool, they attach through chemical adhesion, mechanical retention, or both. During this stage, temperature, material selection, and tool geometry all matter.
- Part Ejection and Finishing: After cooling, the finished part is removed from the mold. In a good overmolding process, post-processing is usually minimal.
This is what makes plastic injection overmolding valuable. It combines function, feel, and appearance within one molded part.
To better understand how overmolding is applied in real manufacturing, let’s explore the main techniques used in the process.
Plastic Overmolding Techniques
There is more than one way to carry out overmolding. The right method depends on part geometry, tooling budget, and how the substrate enters the mold.
Insert Molding
Insert molding is often the most accessible form of overmold injection molding. In this method, a pre-made insert is placed in the tool before the second resin is injected around it. The insert may be metal, rigid resin, or another finished part.
This technique works well when production volumes are moderate or when the insert is too complex to form in the same cycle. It is a practical option for embedded hardware and certain plastic parts overmolding applications.Multi-Shot Molding (Two-Shot Molding)
Multi-shot molding uses a specialized machine to mold two materials in sequence within one system. The first shot forms the substrate, then the mold shifts so the second material can be added.
This method supports precise alignment and strong repeatability. For high-volume injection molding overmolding work, it can reduce handling while keeping the process consistent.Co-Injection Molding
A more sophisticated method called co-injection molding uses two resins in a single molding cycle to produce layered structures or unique part behavior. Although tooling and setup are more difficult, it can provide excellent integration and distinctive performance attributes.
Types of Plastic Overmolding Materials
The success of plastic overmolding depends heavily on choosing materials that suit the function of the part and the behavior of the substrate.
Thermoplastics
Because they provide shape retention, robust processing, and a variety of performance attributes, rigid thermoplastics are frequently used as foundation materials in overmolding. When structural support is required, engineering resins and polypropylene are frequently utilized as the substrate.
Elastomers
Because they provide comfort, softness, and flexibility, elastomers are often employed as the outer layer. TPE is particularly well-liked because, while being manufactured like a thermoplastic, it behaves like rubber. It is frequently utilized for vibration control, sealing, and grip zones.
Engineered Resins
When an application requires more durability, stronger mechanical qualities, or higher heat resistance, engineered resins are chosen. In technical items where the component must withstand harsh circumstances, these resins are frequently used.
Medical-grade Plastics
When a product needs to adhere to stringent standards for cleanliness, sterilization, or biocompatibility, medical-grade resins are utilized. Because compliance and part performance must coincide in these projects, material selection is particularly crucial.
Overmolding Material Compatibility
Choosing materials for overmolding is not just about hardness or color. The substrate and outer layer must also work together during molding. Some pairs bond naturally, while others need mechanical interlocks built into the design.
The first issue is adhesion. In injection overmolding, good bonding helps the layers stay secure over time. If chemical adhesion is weak, the part may still work if the design includes grooves, undercuts, or holes that mechanically lock the second shot in place.
The other issue is heat. Since one resin is molded over another, the substrate must tolerate the pressure and temperature of the second shot. If it softens too much, the shape can distort and affect fit or sealing.

Key TPE Material Properties for Overmolding
When TPE is used in plastic overmolding, several properties directly affect performance. These should be reviewed early because they influence both function and design.
Tensile Properties: These show how well the resin handles stretching. This matters for seals, snap areas, and flexible grip features.
Compression Properties: Compression behavior matters when the soft section must recover after being squeezed, as in pads or seals.
Friction Coefficient: Friction affects how secure the grip feels. Mold texture also influences this property.
Hardness: Hardness shapes how the surface feels in the hand. Different TPE grades may look similar while feeling very different.
Flexural Modulus: This indicates how easily the overmold bends and works together with hardness to shape the product’s feel.
Material Thickness: Thickness changes how the resin performs. A thicker soft section may absorb more vibration, while a thin section feels firmer.
Part Design Considerations
Good plastic parts overmolding starts with sound design. Uniform wall thickness matters for both the substrate and the overmolded regions because uneven sections can shrink differently and create distortion. Stable dimensions are especially important for the base part since it must fit the second tool correctly.
The draft should also be planned carefully. Softer materials tend to stick in the tool, so a generous draft can improve release. Shut-offs need close attention because they help control flash and create clean boundaries between the rigid substrate and the softer layer.
Mechanical interlocks can improve retention when chemical adhesion is limited. Texture can help too, since it may improve retention and reduce sticking during ejection.
Tool Design Considerations
Tooling has a major effect on overmolding quality. Gates, parting lines, ejector pin placement and flow path all affect bond quality and sealing. If the top layer does not fill evenly, the final part may show weak areas or short shots.
Thicker gates often help with flow and adhesion in the second shot. A good gate location also supports balanced filling. If the flow path is interrupted by sharp features on the substrate, more than one gate may be needed.
Parting lines and ejector marks should stay away from sealing surfaces whenever possible.
Production Processing
Day-to-day success in custom plastic injection overmolding depends on disciplined processing. Even with the right design and resin pairing, the molder still needs to control the process carefully.
Both the base resin and the overmold resin should be checked for moisture before production starts. The substrate should also be clean because contamination can reduce adhesion. Mold release sprays are usually avoided since they interfere with bonding.
Many molders run the second shot near the upper end of the supplier’s recommended range to improve adhesion. A high fill rate can help the top layer flow into fine features. In some tools, the substrate is preheated before the second shot. Since the base part slows heat transfer, cooling may take longer and affect cycle times.
Is Overmolding Right for Your Project?
Overmolding plastic can be an excellent fit, though it works best when the project goals are clear from the beginning.
Product design: The part should have a clear reason for using an overmold, such as better grip, sealing or vibration control. If the soft layer is purely decorative, the added tooling may not be justified.
Materials selection: The substrate and outer resin need compatible properties and suitable adhesion. Early material selection reduces trial-and-error later.
Tooling quotes and equipment budgets: Some methods need more advanced tooling or machine capability. The budget should be reviewed together with volume and complexity.
Labor costs: Manual insert loading can raise labor costs, while automated systems reduce handling but may raise tooling investment.
Production volume: Higher volumes often justify more advanced tooling because the cost spreads out over more parts and supports stable operations.
When these points line up, plastic overmolding can deliver a durable, attractive, and efficient result.
FAQ
What are the rules for overmolding design?
Keep wall thickness consistent, allow enough draft, protect shut-off areas, and use interlocks when adhesion is uncertain. Good design should also account for how each section may shrink.
What is the process of plastic overmolding?
The base substrate is made first, then placed into a second mold where the overmold resin is applied, cooled and ejected. That sequence is the core of the overmolding process.
What are the problems with overmolding?
Some face poor adhesion, flash, part distortion, uneven fill, and longer cycle times. Many of these come from resin compatibility, tool design, or poor process control.
What are the main types of plastic overmolding materials?
The main groups are thermoplastics, elastomers, engineered resins, and medical-grade resins. TPE is one of the most common choices for soft-touch features.
What is the minimum thickness for overmolding?
The recommended thickness depends on resin choice and the overall design. Very thin sections are possible, though they may reduce softness, grip effect, and vibration absorption.