Wie man die Aushärtezeit (Cure Time) für reaktive Formmassen bestimmt
In Bezug auf die Aushärtezeit (Cure Time): Wie können wir Moldflow verwenden, um die Aushärtezeit zu bestimmen?
Die Aushärtezeit hängt weitgehend von der Dicke, dem Material und der Formtemperatur ab. Dünne Teile mit einem schnellen Aushärteverhalten in einer heißen Form haben kürzere Aushärtezeiten als dickere Teile in einer kühleren Form.
Für die erste Lösung in Moldflow können Sie die Aushärtezeit einfach hoch einstellen (100-300 Sekunden). Wenn Ihr Teil nicht vollständig ausgehärtet ist, verlängern Sie die Einstellungen für die Aushärtezeit. Dies wird schneller berechnet, wenn Sie die Standardeinstellungen für Zwischenergebnisse beibehalten.
Wenn Sie bereits wissen, dass die Aushärtezeit länger wird (zum Beispiel 3-4 Stunden), sollten Sie die Anzahl der Einstellungen für Zwischenergebnisse auf 100 oder mehr erhöhen. Sie können auch Ihren maximalen Schritt für den Nachdruck auf 100 Sekunden erhöhen. Dadurch wird die Simulationsgeschwindigkeit erheblich verbessert, während Sie immer noch die benötigte Auflösung über eine 4-stündige Aushärtezeit erhalten.
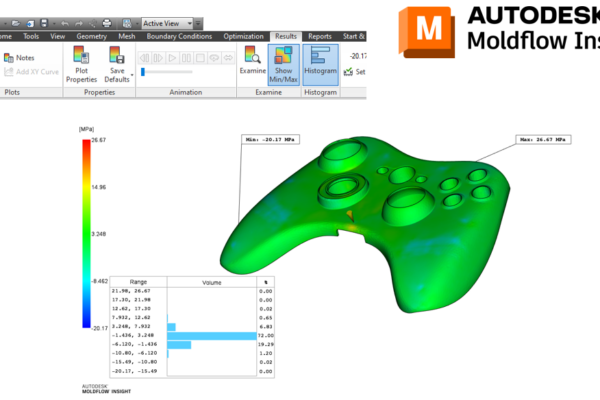
Überprüfen Sie abschließend das „Conversion at Node“-Diagramm, um sicherzustellen, dass Ihr Teil vollständig ausgehärtet ist.